品牌:河北威岳
精度:0-1-2-3
硬度:HB170-240
材质:HT250
起订:1台
供应:3台
发货:3天内
T型槽平台的铸造工艺设计涉及零件本身工艺设计,浇注系统的设计,补缩系统的设计,出气孔的设计,激冷系统的设计,特种铸造工艺设计等内容。零件本身工艺设计涉及到零件的加工余量,浇注位置、分型面的选择,铸造工艺参数的选择,尺寸公差,收缩率,起模斜度,补正量,分型负数等的设计。浇注系统是引导金属液进入铸型型腔的通道,浇注系统设计得合理与否,对铸件的质量影响非常大,容易引起各种类型的铸造问题,比如:浇不足、冷隔、冲砂、夹渣、夹杂、夹砂等等铸造问题。浇注系统的设计包括浇注系统类型的选择、内浇口位置的选择及浇注系统各组元截面尺寸的确定。
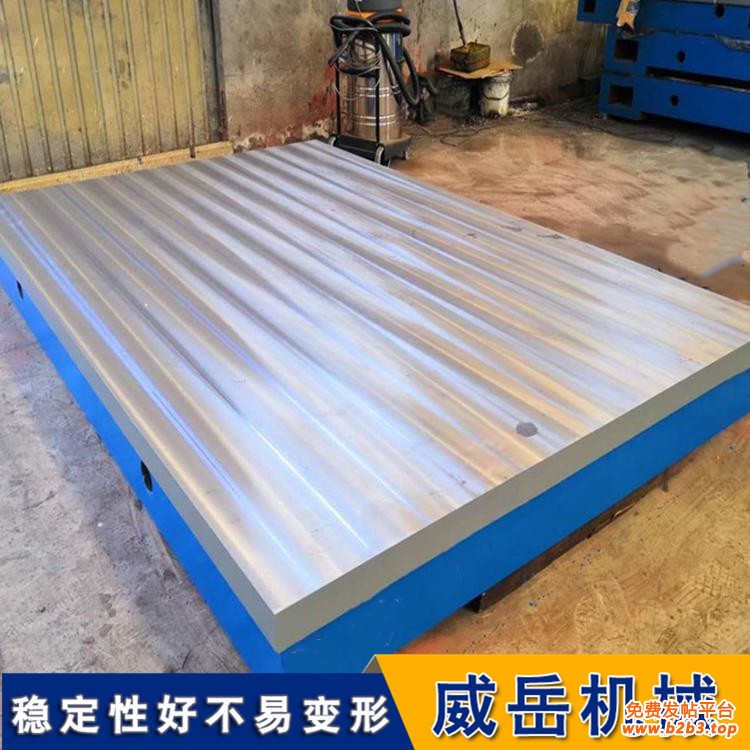
T型槽平台用来进行工件的焊接工艺,和铆焊平板不同,上面没有孔,工作面为平面或T型槽。精度:按标准计量检定规程执行,分别为1、2、3四个等级。材质为高强度铸铁HT200-300工作面硬度为HB170-240,经过两次人工处理(人工退火600度-700度和自然时效2-3年)使用该产品的精度稳定,耐磨性能好。
T型槽平台布线布点直接影响着平面度数据处理的复杂性及平面度误差测量准备度。从数据统计的观点看,想要得到比较合理可靠的测量结果,在数据处理时应尽量充分利用测点提供的测量数据,而这些测量数据反映客观实际。同时测量截面与测点的分布需与评定平面度误差的原则相适应,当与评定原则不符时,则应考虑便于对测量结果进行基面变换。
1、测量截面应是平板上有代表性的截面,如平板的两条对角线、四条边线、两条中线等;
2、T型槽平台同一截面上两测点间的距离应能整除测量截面长度,要将截面划分为偶数段,这样可使平板中点、中线端点等的测量能较好的重合,便于数据处理。
3、测点数量要适当,过少反映不了整个工作面实际情况,过多测量复杂,测量误差加大。测点数量一般按被检平板尺寸大小、加工精度高低确定,据统计实验得知,测点数在10-50为宜。
4、测点应是平板上有代表性的点,如四个角点、平板的中点、四条边线的中点等。
5、测量截面和测量点力求分布均匀,这样既能反映整个平板的状况,又利于进行基面变换。http://www.chinaweiyue.com/
T型槽平台是铸造行业中应用比较广泛的产品,现在谈谈铸造业的发展。我国每年铸件出口总量点T型槽平台总产量的8左右。原来一些需要进口的铸件,现在可以自己制造。只有少数铸件需要进口,铸件的进口数量,占我国铸件出口量的1.5。我国铸造企业数量比世界其他铸造企业的总和还要多,但企业的平均产量远低于发达,甚至低于一些发展中。目前这种状态正在渐渐,我国铸造企业的平均规模正逐大。近年来,铸造用原辅材料的生产和供应已成为一个单独的产业。国内一些大型铸造原辅材料生产企业不仅在国内有举足轻重的地位,同时也向其它出口。铸件总产量持续平稳增长;技术研发能力显著增强;产品与产业结构调整力度加大;环境保护与劳动明显改观;人才培养工作得到进一步加强。